
Noticias de la industria
Lograr la precisión del corte del disco: una guía técnica para la estabilidad del husillo y la precisión del corte
En sectores de fabricación de alta precisión, desde el corte en cubitos de obleas semiconductoras hasta la producción de vidrio óptico ultrafino y cuñas de aleación endurecidas, Disc Cutting Precision ha pasado de una métrica de calidad a una necesidad fundamental. A medida que las industrias avanzan hacia tolerancias submicrónicas, el comportamiento mecánico del sistema de corte bajo rotación de alta velocidad determina no sólo la tasa de rendimiento sino también la integridad estructural del componente final.
Alcanzar superior Corte de disco La precisión requiere un enfoque analítico de la arquitectura dinámica de la máquina. Ya no basta con centrarse únicamente en el filo de la pala; Los ingenieros ahora deben tener en cuenta la compleja interacción entre la cinemática del husillo, la deriva térmica y la capacidad de amortiguación de vibraciones de todo el conjunto.
Definición de los parámetros de precisión del corte de disco
En el contexto del corte industrial, la precisión es un concepto multidimensional. Abarca la tolerancia dimensional, el paralelismo de las caras cortadas y la microtopografía del corte. El principal impulsor de estos resultados es el sistema de huso.
La rigidez mecánica del husillo dicta cómo se comporta la herramienta en el momento del impacto con la pieza de trabajo. Si la estabilidad del husillo se ve comprometida, incluso en una magnitud de dos micrómetros, las vibraciones armónicas resultantes se manifestarán como “marcas de vibración” visibles en la superficie de corte. Para aplicaciones de alta velocidad que excedan las 30.000 RPM, el sistema debe mantener su centro geométrico mientras está sujeto a cargas radiales y axiales significativas. Esta estabilidad es la base física sobre la que se construye toda la precisión del corte de disco.
El impacto del desbordamiento del husillo en el paralelismo superficial
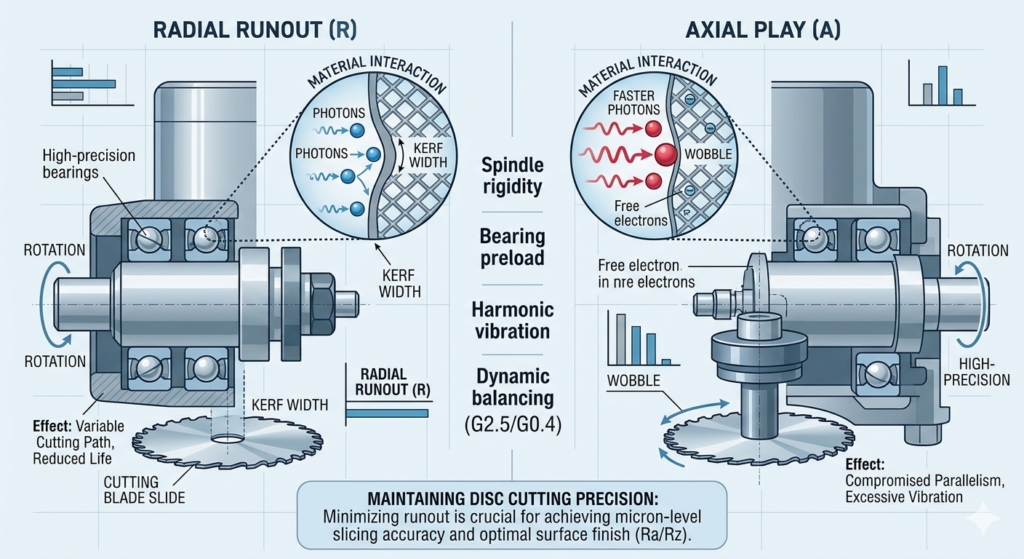
Para optimizar la precisión del corte del disco, es necesario diferenciar entre descentramiento radial y juego axial. El descentramiento radial “la desviación de la rotación del husillo desde su eje teórico “conduce a imprecisiones en el ancho de la ranura y puede provocar un desgaste prematuro de la hoja. Sin embargo, para cortar discos delgados, el juego axial suele ser la fuerza más destructiva.
El desplazamiento axial durante la rotación hace que la pala se “tambule” hacia los lados. Esta oscilación compromete directamente el paralelismo de la pieza cortada. Cuando se busca una precisión de corte de metal a nivel de micras, se vuelve obligatorio el uso de rodamientos de bolas de contacto angular de alta precisión o cojinetes de aire. Según la documentación técnica de SKF, la precisión de funcionamiento de un husillo está fuertemente influenciada por la precarga interna y la estabilidad térmica de la disposición de rodamientos.
Requisitos de equilibrio: la norma ISO 1940
Un componente crítico, aunque a menudo pasado por alto, de Disc Cutting Precision es el equilibrio dinámico del conjunto giratorio. A altas velocidades, cualquier desequilibrio residual genera fuerzas centrífugas que aumentan exponencialmente con la velocidad ($F = m \cdot r \cdot \omega^2$).
Cumplir con la norma ISO 1940-1 es esencial para cualquier instalación dirigida a mercados industriales de alto nivel. Para un corte de precisión, normalmente se requiere un grado de equilibrio de G2,5 o G0,4. Mantener un grado de equilibrio G2.5 durante la vida útil del husillo garantiza que las amplitudes de vibración permanezcan por debajo del umbral que interferiría con la ruta de corte. Sin un equilibrio adecuado, el husillo se convierte efectivamente en un generador de vibraciones, destruyendo sistemáticamente la precisión de corte del disco para la que está diseñado el resto de la máquina.
Referință tehnică: ISO 1940-1:2003 «Vibración mecánica « Equilibra los requisitos de calidad de los rotores.
Desplazamiento térmico y deriva a nivel de micras
Durante ciclos de producción prolongados, la generación de calor dentro del motor del husillo y los cojinetes provoca una expansión lineal del eje. Esta deriva térmica puede cambiar la posición de la herramienta en varias micras en el transcurso de una hora, erosionando silenciosamente la precisión de corte del disco establecida al inicio del cambio.
Los fabricantes avanzados mitigan esto utilizando husillos o ejes refrigerados por líquido construidos a partir de aleaciones especializadas con bajos coeficientes de expansión térmica. La gestión del desplazamiento térmico no es simplemente una tarea de mantenimiento; es una estrategia central para lograr la precisión del corte de metal a nivel de micrones en entornos de fabricación 24 horas al día, 7 días a la semana. Cuando la temperatura fluctúa, la capacidad de amortiguación de vibraciones del bastidor de la máquina también cambia, lo que complica aún más la matriz de precisión.
Pasos prácticos: cómo reducir la falta de husillo en el corte de discos
Para rectificar problemas de precisión en la fábrica, se requiere un protocolo de solución de problemas sistemático. Para mejorar su precisión en el corte de discos, implemente los siguientes pasos técnicos:
1.Mapeo dinámico de agotamiento: Utilice sensores capacitivos sin contacto o interferómetros láser para medir el agotamiento a velocidades operativas, no solo en reposo.
2.Inspección de interfaz de brida: Asegúrese de que la brida de sujeción de la herramienta esté libre de residuos a escala de micras. Una sola partícula de polvo puede crear un efecto palanca, aumentando el descentramiento en el borde de la hoja.
3.Calibración de precarga de rodamientos: Verifique que los cojinetes del husillo estén precargados de acuerdo con las especificaciones del fabricante para evitar el desplazamiento axial.
4. Balance in situ: Realice el equilibrio final del husillo con la cuchilla de corte adjunta para tener en cuenta toda la masa giratoria.
Centrarse en estas interfaces mecánicas es la única manera de avanzar hacia el logro de una tolerancia submicrónica en el corte de discos delgados.
Integridad de la superficie: Ra/Rz y precisión del corte
La evidencia final de la precisión del corte de discos se encuentra en la rugosidad de la superficie (Ra/Rz). El acabado superficial es un reflejo directo de la microestabilidad del corte. Si el husillo presenta incluso una inestabilidad menor, la frecuencia se registrará en la superficie del material como un patrón de ondas periódicas.
La solución de problemas de ondulación de la superficie en el corte de discos a alta velocidad requiere un análisis de la “rigidez del sistema”.“ Si la fuerza de corte excede la rigidez instantánea del husillo, la herramienta se desviará, creando un efecto microscópico de ”ascenso“ y ”caída”. Esto no sólo arruina el acabado sino que también compromete la precisión volumétrica de la pieza.
El valor económico del corte de alta precisión
Invertir en precisión de corte de discos es tanto una decisión económica como técnica. En industrias donde las materias primas, como el silicio monocristalino o los imanes de tierras raras, son extremadamente caras, reducir la pérdida de corte incluso en 10 micras puede generar importantes ahorros anuales.
Además, el corte de alta precisión elimina la necesidad de procesos secundarios de rectificado o lapeado. Al lograr las dimensiones objetivo directamente del corte, los fabricantes reducen los tiempos de ciclo y el consumo de energía. Por lo tanto, la búsqueda de precisión en el corte de discos es una búsqueda de eficiencia de fabricación ajustada.
Conclusión
En última instancia, mantener la precisión del corte de disco es un proceso continuo de monitoreo y ajuste. Requiere un conocimiento profundo de la estabilidad del husillo, un compromiso con los estándares de equilibrio ISO 1940 y un enfoque riguroso para el mantenimiento mecánico.
Para el ingeniero moderno, el objetivo es claro: transformar el proceso de corte de una fuente de variabilidad a una fuente de ventaja competitiva. Al dominar las variables que gobiernan la precisión del corte de discos, los fabricantes pueden cumplir con los estándares globales más estrictos y ofrecer productos que definan la vanguardia de la capacidad industrial.
Preguntas frecuentes
¿cómo afecta la vida útil del disco de corte el descentramiento del husillo?
La falta de husillo crea una carga desigual en el borde del disco. Esto provoca un sobrecalentamiento localizado y “chip”, lo que acorta la vida útil de la herramienta y degrada significativamente el disco
¿es suficiente una calificación de equilibrio G2.5 para todas las aplicaciones?
Si bien G2.5 es el estándar industrial, las aplicaciones de ultraprecisión (como el corte en cubitos de semiconductores) a menudo requieren G0.4 para minimizar los defectos superficiales inducidos por vibraciones.